


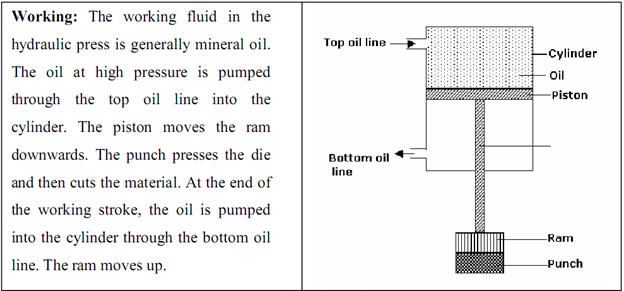
Hydraulic clicking press works on vacuum pressure. It consists of hydraulic drive and press tool namely die and punch. The hydraulic drive consists of a double-acting hydraulic cylinder in which the piston moves up and down. The piston is connected to the ram through the piston rod. The ram slides vertically. The punch is fitted at the bottom of the ram.
There are different types of clicking machines available in the market. Like
- a) Sewing Arm Hydraulic clicking press.
- b) Sewing Arm hydraulic (Hydraulic + electronic) clicking press.
- c) Mechanical Clicking Press.
- d) Travel head clicking press.
And there are other cutting modern cutting systems available in the market. Like dieless cutting, laser cutting, waterjet cutting, etc.
Here we will discuss only Sewing Arm Hydraulic Clicking Press.
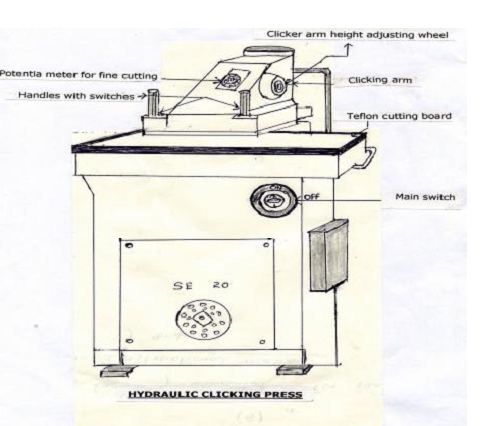
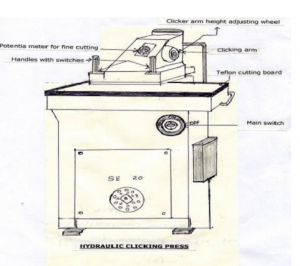
Different parts of Clicking machine:
a) Main switch: To supply electrical power to the machine

b) Clicking arm: To click components, clicking arm can be moved.
c) Clicking arm height adjustment wheel: To adjust the height between the swing arm plate and die. It is placed generally sides of the clicking arm.
Daylight adjustment: The height between bottom of the swing arm to the top of the cutting board is called daylight adjustment. It should be around 40mm to 140mm.
d) Potentiometer: To click different thicknesses of leathers. Models with automatic stroke-end setting-up, three-pushbutton cutting power selector and two potentiometers to quickly select the cutting force according to the die size. Models with automatic stroke-end setting-up to cut with dies different heights without any adjustment, and single potentiometer.

In some machines, there are three switches of low medium and high stroke.
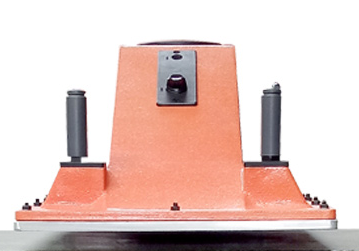
e) Handles and operational button: To move and press clicking arm for clicking components. After properly adjusting the stroke (recommended stroke:1/4″ to 3/8″) with adjustment disc, adjust the potentiometer to the proper cutting force and then simultaneously press the operation buttons on the left and right handles. Release after the parts are cut and the head begins to ascend back to the home position.
f) Safety handle switches: To provide safety while clicking. It is used for emergency purposes to stop damage or accident in the middle of the operation.

g) Teflon cutting board: To take the pressure of cutting depth while clicking. Wood, Masonite board, Hard rubber are also used as cutting boards.

h) Digital display: To display the number of components clicked. Height, strokes set by operator are displayed by a led panel in some machines.
i) Hydraulic Oil Chamber
Usually, each machine is filled with a proper amount of hydraulic oil before leaving the factory and the motor is wired according to the required voltage. When the rocker head moves up after starting the motor, the rotation direction of the pump is correct. The rocker head will not raise up if the motor polarity is incorrect.
SETTING THE PRESS FOR THE CORRECT DEPTH OF CUT :
1. Setting the arm stroke. Place the knife on the clicking board.
2. The setting of pressure control: It is very important that the press is set to the correct cutting pressure. Too much pressure will destroy the board and cause possible knife breakages.
3. Place 1 piece of thin cardboard on the clicking board.
4. Place the small knife on the cardboard.
5. Test the machine for cutting depth.
6. If the machine has been set correctly, it should cut through, and only show a very small imprint on the cutting board.
7. If the knife cuts deeply into the nylon board reduce the pressure.
8. Test the cutting depth in three different areas of the board
Operating the clicking press:
1. Turn the machine on and wait for 2 to 3 minutes to allow the machine to circulate the oil.
2. Bring the Leather over the cutting board; care should be taken not to scratch the leather grain surface on the aluminum plate.
3. Select the required knife.
4. Adjust the pressure stoke height, if required, this should be a minimum of 10 mm above the knife and more than 15 mm.
6. Swing the beam over the center of the knife.
7. Press the selected button on the left-hand control at the same time as you press the button on top of the right-hand control. Hold the button down until you feel the press coming up.
8. Swing the beam away from the knife.
9. Pick up the knife and the cut component.
10. Place the cut component in an orderly fashion on the side bench.
11. Repeat the same procedure, change knives when required.
12. On completion of cutting, replace knife and leather.
13. Turn off the machine.
14. The machine will rest on the cutting block when turned off.
15. Pack and bundle cut components.
Advantages of machine clicking over hand cutting:
i. Speed of operation.
ii. Accuracy and uniformity.
iii. Productivity increase.
iv. Negotiation of intricate patterns and least wastage.
Cutting knife:
Forged steel knife:
Forged steel knives are made by the hand with the use of forge to temper the steel. Forged knives are generally more accurately made than cold-bent knives. Due to high manufacturing costs forged knives are generally used only for Insoles’ fancy trim, and often for high packed material such as vamp lining. Although the cost of forged knives high proportionally some of this cost is recuperated in the extra life of the clicking board. Forged knives do not cut as deeply into the board if the machine has been correct. Forged knives do tend to chip more than cold bend knives, this is due to their fine cutting edge.
Cold bent knife.
Cold bend knives are made from German or Swedish pre-formed steel, the steel blade is available in large rolls, in specified width and types
Cutting Board:
a. There are various types of clicking boards for clicking press available today, the main type that is used in India is the nylon board. These boards are available in various thicknesses.
b. Cutting boards are also available in various hardness. The color of the nylon also represents the type of hardness. The main colors are white, green and red.
Cutting boards are planed by the planning machine.
Hydraulic OIL:
Add AW46 hydraulic fluid into the oil chamber- use the chart below to identify approximately how much. Regardless of the approximations listed below, the oil level must be 1” above the oil filter at all times for the machine to function properly. 10 Ton 4 Gallons 15 Ton 5 Gallons 20 Ton 6 Gallons 25 Ton 7 Gallons
MAINTENANCE:
Avoid overloading your press. The maximum output for this machine is outlined in your invoice. It is not build to be run at maximum capacity all day every day. Maxing out the machine’s amperage on a regular basis may be grounds for refusal on a warranty claim. Maxing out the machine’s amperage daily can cause a decrease in effectual tonnage.
You should plan to buy a press that has some “extra tonnage” to avoid running into this issue. We recommend finding your needed tonnage and then buying the next higher machine tonnage available (add 5 tons). Avoid getting your machine wet, or operating in moist or extremely humid conditions. Avoid operating the machine in temperatures below 32 degrees Fahrenheit.
Monitor your machine’s oil level regularly and ensure that it stays 1” inch above the oil filter at all times. Top off your oil if it is low. You may need to change your oil if it appears dark, musty, or has debris in it. Keep your machine free of dust and debris. Wipe down after every use. Dust and debris can thicken and dirty the hydraulic fluid over time if not controlled. If you are keeping your press free of dust and debris and/or working in a clean environment, you will likely only have to replace your hydraulic fluid and clean/replace your oil filter every 3000 hours of operation.
If your press operates in a dusty or dirty environment, or cuts, abrasive, sand-based, clay-based, or other products that give off grit, dirt, etc, you may need to change your oil as often as every 500 hours of use. If this describes your application, make sure you monitor your oil color and thickness often and clean the reservoir and oil filter thoroughly during each oil change.
Reference:
- MANUAL FOR LEATHER ACCESSORIES AND LEATHER GOODS ..SUBRAMANIAN NATESAN
- CFTC class note
- National Technical and Vocational Qualification Framework .. Notes
Please share your feedback and suggestions. In case if you have any queries about any topic of Footwear and Leather Goods, post it in the comment section. And if you like this topic you may share it on Facebook, Twitter or any social site. Thank you.

Thank you so much … it’s very helpful ..can u please upload more about the latest cutting machines and material used in footwear components